


510x510 HERKULES X-CNC | PEGAS GONDA
- Artikelnr.:
- 1100015803
- Supplier No.:
- 510x510 HERKULES X-CNC / 04070510401
- Fabrikant:
-

- Voorraadstatus
- Op aanvraag
- Prijs:
- Price on Request
Artikelomschrijving
PEGAS GONDA 510x510 HERKULES X-CNC BANDZAAGMACHINE [6060x54x1,6 ...]
Pegas-Gonda 510x510 Herkules X-CNC
Volautomatische hydraulische bandzaagmachine
De 510x510 Herkules X-CNC is een stevige, volautomatische hydraulische bandzaagmachine waarvan de zaagboog gelijkmatig zakt op 2 kolommen via lineaire geleidingen.
Robuuste bouw en de zaagboog staat onder een hoek van 25°.
Planetair aangedreven tandwielkast en bandzaag met een hoogte van 54 mm garanderen een zo groot mogelijk vermogen.
Deze volautomatische zaag bevat een opvolgsysteem waarin 99 programma’s kunnen worden opgeslagen,en elk van deze programma’s kan tot 20 zaaglengtes bevatten.
Het systeem is gecombineerd met een automatische regeling (elektronisch gecontroleerd) van de beweging van de zaagboog tijdens het zagen.Deze regeling verzekert een maximale precisie van de zaagsnede in combinatie met een optimale produk-tiviteit van de machine.
Het geheel bevat klemmen met beweegbare bekken langs beide zijden van het te zagen materiaal voor een continue voeding van het materiaal.
Het frame van de zaag is een gelaste constructie met 2 kolonnen, uitgerust met lineaire geleidingen.
De zaagboog met de kolonnen juist naast de klem en de bandzaag zo dicht mogelijk bij de kolonnen verzekert een minimale trilling van de te zagen stukken en geeft een maximum zaagkracht aan de machine.
De aanvoer van de stukken wordt ondersteund door middel van rollen over de volledige lengte.
Verplaatsing van de klembek met hydraulische cilinder over de volledige zaagcapaciteit.
De gesloten constructie van de aanvoerslede zorgt voor een grotere precisie van de aanvoer.
De zaag is standaard voorzien van een hydraulische bandspanning.
Regelbare bandzaaggeleidingen.
Uitgerust met hardmetaal geleidingen.
De bovenste geleiding van de bandzaag is vervaardigd uit een geharde stalen ring op een naaldlager.
Een elektrisch aangedreven reinigingsborstel voor een perfecte reiniging van de bandzaag.
Een planetaire tandwielkast en 3-fasige elektrische motor zorgen voor de aandrijving waarvan de snelheid geregeld wordt met een frequentie regelaar.
Koelsysteem door middel van vloeistof verdeeld via de zaagbandgeleiding.
Een hydraulische centrale zorgt voor een feilloze werking van de machine.
Verlichting van de werkzone.
De centrale bevat regelbare ventielen voor het regelen van de druk op de werkstukken.
It is a highly efficient automatic hydraulically controlled band-saw with multiple material feed.
Our offer suitable for cutting of the most problematic materials. This machine has a very massive construction and the arm is 25 deg. sloped. These characteristics together with the planet drive and with the blade of 54 mm high ensure the maximum possible efficiency.
The machine is designed for vertical cuts.
It is suitable for serial production in industrial premises. Thanks to its robust construction enables to cut wide range of materials including stainless steels and tool steels both profiles and full materials.
Control systém:
- Machine is equipped with an electronic system SIEMENS. It uses touch display and PLC, which enable communication with operator. A control system of machine posibilities of automatic regulation of the cutting feed rate , electronic setting of upper and down position of the Arm. A control system of machine displays a working states as blade speed, cutting feed and a state of single working movements. A part of a system are also inputs and outputs for connection of an above-standard accessories.
- The machine enables to work with two modes:
- SEMIAUTOMATIC CYCLE: The machine cuts the material immediatelly in a semiautomatic mode. The operator uses the feeder of the machine for the manipulation with the material and for the exact feed of the material into the cutting zone. The movement of the feeder is realized by manual buttons or by GTO function. After starting GTO function the operator sets the position of the feeder, presses START button and feeder goes to the set position.
- AUTOMATIC CYCLE: the feeder feeds the material according to the set programm. The operator sets the cutting programm, machine realizes these programms, it is possible to make 99 different programms.The part of one programm is a complete setting of the cut: blade speed, feed speed, setting of an automatic regulation, setting of the hight of the bar to be cut, setting of the lenght of the bar and number of pieces. The lenght and number of pieces it is possible to set in 99 lines, the machine feeds differently set lenghts automatically.
- Cutting feed rate is regulated by hydraulic throttle valve leaded by servomotor enabling very precise feed rate. The operator sets in the program needed feed rate (mm/min) and the machine will set it up. In this way there are no external factors influencing cutting feed like temperature (viscosity) of hydraulic oil. Two basic regimes of automatic system regulation (ASR): ARP a RZP.
- RZP= System allows to set the optimal cutting feed rate depending on material band position. Cutting feed rate is regulated on begining and end of cut. It is suitable for using of carbide blades.
- ARP = System of the automatic regulation of the cutting feed rate depending on the cutting resistance of the material or blunting the blade.
- Systém offers two basic modes of ARP: BIMETAL and CARBIDE.
- BIMETAL mode is suitable for optimalization of the cutting feed when cutting profiles by bimetal blades. The cutting feed is higher if the blade cuts sides of the profile. As the blade reaches the full material, the system reduces the cutting feed automatically so that teeth gap of the blade would not be filled.
- CARBIDE mode is suitable for cutting of full bars. If the blade is excessive loaded is the cutting feed reduced on 50 % and cut is finished by this speed.
- Safety module with autodiagnostics.
Construction:
- The machine is constructionaly designed in that way, so that it corresponds to extreme exertions in productive conditions. Massive construction enables using of carbid blades comfortably.
- The arm of machine with columns situated as near the clamping vice as possible minimizes vibrations and enables max. cutting performance.
- The arm of the machine is robust, heavy weldment and it is designed so that a toughtness and a precision of cut was ensured.
- The arm moves along two columns using a four row linear leading with a high loading capacity. Arm movement using two hydraulic cylinders.
- The robust steel pulleys sloped of 25 degrees regarding the level of the cut. Thanks to sloped arm the twist of the blade is eliminated and these is possibility to bring the blade closer to the minimal distance from the linear leading on columns. This arrangement eliminates vibrations and enables the max. cutting performance of the machine.
- Upper position automatically using of incremental sensor for measuring of a position above material. Upper cutting position of frame is detected automaticaly using control system after setting of the size parameters of cutted material, or after pressing of button.
- Down position using adjusting stop and microswitch. After reaching of bottom position arm goes to upper position automatically.
- Vice is robust steel weldments.
- Main vice with divided jaw that clamps the material in front of as well as behind the cut. The jaws allow a safe grip.The optimalization of the chip movement through the fixed jaw directly to the chip extractor.
- Jaws of the main vice move on two rails of linear leading using hydraulic cylinder. One jaw is longstroke (the movement by longstroke hydraulic cylinder), one is fixed.
- Regulation valves for setting a vice pressure in hydraulic system.
- Very rigid feeder with the feeding step 680 mm moves on four rails of the linear leading by hydraulic cylinders.
- There are two speeds of the feeder (micro feed when approaching the position). Periodic mode (feeder moves between zero position and the position of the set lenght of feed) or consecutive mode (feeder moves to the limit position, clamps the material and feed it to the cut consecutively.
- Incrementally straight sensor for indication of the position of the feeder and GTO (go to position) function.
- Indication of material in the feeder: optic sensor - it notices that there is a material in the feeder. If there is no material in the feeder, the signal reflects on the glass that is situated on movable jaw and it goes back to the sensor. The machine stops feeding and waits for another bar.
- There is a roller conveyer which supports material in whole feeded lenght.
- The feeder clamping vice is a robust steel weldment. Jaws ensure safe clamping of the material.
- Jaws of the feeding vice move along two-rails linears using hydric cylinder. One jaw is long stroke ( the movement by longstroke hydraulic cylinder). Second jaw is short stroke (utilization during bar feeding: not jaw wearing out, not slipping of material). Short stroke jaw is suitable for feeding of deformed material.
- Cutting zone is opened from side of the feeder device automatically, extends the blade lifetime when arm is moving to top position.
Basic equipment of machine:
- The blade leading in guides with hardmetal plates and leading bearings and along cast iron pulleys.
- There is a guide situated on the firm beam on the drive side. On the tightening side there is the guide situated on the moving beam.
- The guide beams of the blade are adjustable in the whole working range. A giude moving is connected with a vice-jaw movement so that to achieve the minimum distance of the guide and material. That is why it is not neccessary to set the position manually.
- The guide beam of the blade is placed in linear rails (2 linear rails and 4 bearings) with high bearing capacity.
- The saw-band is equipped with a guard, which protects the operator from millings and cutting emulsion.
- Machine has hydraulic band tightening.
- Automatic indication of blade tension.
- A cleaning brush is driven by an electroengine and ensures perfect cleaning of a blade.
- There is a planet gear box drive and a three-phase electroengine, a fluent regulation of a circumferential blade speed by a frequency converter for a fluent change of blade speed. CAUTION: Drive with planet gearbox coresponds with drive with worm grearbox and engine of approx. double multiple power.
- The cooling system for emulsion, leaded to the guides of the blade and by LocLine system directly to the cut groove.
- Massive base with a tank for chips and with chip extractors. Base is designed for manipulation manipulation with machine by crane.
- Indication of blade tightening and opening of the cover.
- Controlling 24 V.
- Machine is equipped with hydraulic system which controles all functions of that maschine. It pushes the arm to cut, pulls up the arm, opens and closes vices, moving of feeder.
Basic equipment of machine:
- Chip extractor
- Lighting of workink space.
- Band saw blade.
- Set of spanners for common service.
- Manual instructions in eletronic form (CD).
Operating cycle:
After starting the machine, vices clamp after starting the machine, the machine makes the cut by a set speed, the cutting zone in the down position of the arm is released - the longstroke jaw of the firm vice open, the feeder moves the material to the firm vice, the arm lifts up to the set upper position. The material is moved by the feeder – periodic regime (feeder moves between zero position and the position of the set lenght of feed) or consecutive regime (feeder moves to the limit position and clamps the material and feed it to the cut consecutively). The main vice clamps the material, the vice of the feeder is still closed and the whole procedure repeats. The operator only loads the material and removes the cut material. It is possible to regulate the cutting speed of the arm and the blade speed during cutting.
Technische specificaties
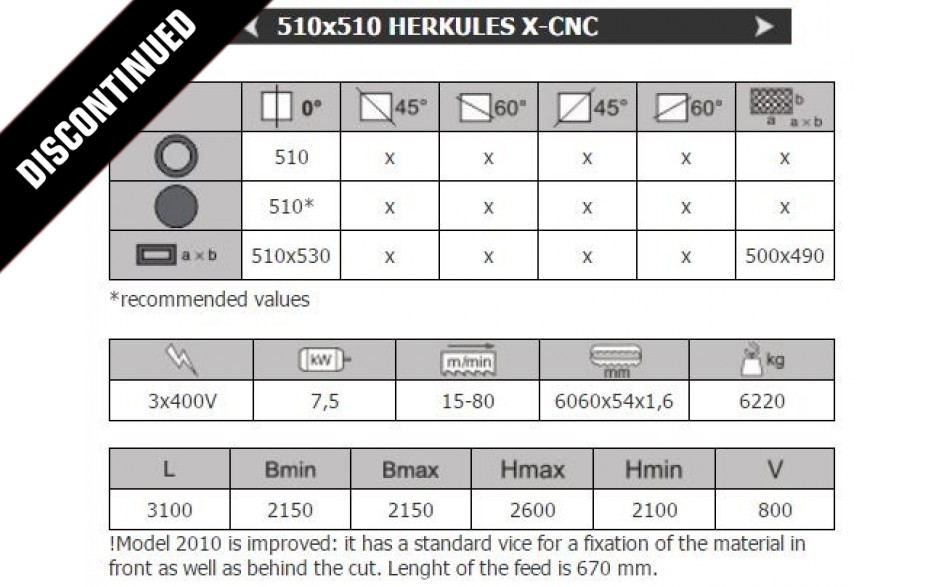
Technical information: 510x510 Herkules X-CNC
Material support height (mm) x
Saw blade dimensions (mm) 6060x54x1,6
Blade speed (m/min) 15-80
Cutting range:
Sawing capacity 90° round (mm) 510
Sawing capacity 45° round (mm) x
Sawing capacity 60° round (mm) x
Sawing capacity 90° square (mm) x
Sawing capacity 45° square (mm) x
Sawing capacity 60° square (mm) x
Sawing capacity 90° rectangular (mm) 510x560
Sawing capacity 45° rectangular (mm) x
Sawing capacity 60° rectangular (mm) x
Motor Power:
Electric power (V) 3x400
Electric saw motor (Kw) 7,5
Electric hydraulic motor (Kw) x
Electric coolant motor (Kw) x
Dimensions & Weight:
Hydraulic tank (Ltr) x
Coolant tank (Ltr) x
Length (mm) 3100
Width min/max (mm) 2150/2150
Heigth min/max (mm) 2600/2100
Packaging dimensions LxWxH (mm) x
Gross Weight (kg) 6220
Netto Weight (kg) x
A highly productive automatic, hydraulically manipulated two column band saw machine with a material feeder. This machine has a very rugged construction, the arm is 25 deg. sloped. These characteristics together with the more poweflull planet drive and with the blade of 54 mm hight ensure the maximum possible efficiency.
X-CNC version in the basic solution offers 64-bits control system with posibilities of automatic regulation of the arm movement towards the cut that depends on cut resistance of the material, electronic setting of upper and down position of the arm, on display you can see cutting speed and the shift speed. The control system is prepared for comunication with other external accesories. It is possible to set 99 lines ( the different lenght and number of pieces).
The machine is designed for vertical cuts.
It is suitable for serial production in industrial premises. Thank to its robust construction enables to cut wide range of materials including stainless stells and tool steels both profiles and full materials.