

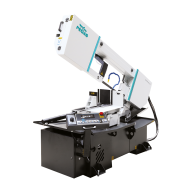
300x320 A-CNC-R 2nd GEN | PEGAS GONDA VOL AUTOMATISCHE BANDZAAGMACHINE MET 1-ZIJDIG VERSTEK
- Artikelnr.:
- 1100015802
- Supplier No.:
- 300x320 A-CNC-R / 04050300400
- Fabrikant:
-

- Voorraadstatus
- Op aanvraag
- Prijs:
- Price on Request
Artikelomschrijving
Zeer productieve automatische, hydraulisch bediende lintzaag met meerdere materiaaltoevoer.
De zaag is ontworpen voor het zagen van materiaal in loodrechte en hoekige sneden. Handmatige aanpassing van hoekuitsnijdingen (armrotatie):
– continu van 0 ° tot + 45 ° rechts in automatische cyclus
– continu van 0 ° tot + 60 ° rechts in halfautomatische cyclus
Het wordt gebruikt in serieproductie en dankzij de robuuste constructie kan een breed scala aan delen worden verdeeld hoogwaardige materialen, waaronder roestvrij staal en gereedschapsstaal, non-ferro en lichte metalen, zowel profielen als massieve halffabrikaten.
Besturingssysteem van de Pegas 300 x 320 A-CNC-R:
- De machine is uitgerust met een programmeerbare PLC MITSUBISHI FX5U.
- De zaagbandaandrijving en de beweging van de feeder worden volledig gecontroleerd door MITSUBUSHI-frequentieomvormers.
- Het MITSUBISHI GT 2104 HMI-kleurenaanraakscherm maakt eenvoudige communicatie met machinebedieners mogelijk. Het toont werktoestanden zoals bandsnelheid, snijstoevoer en toestanden van individuele werkbewegingen en informatie over snijprogramma’s.
- De lengte en het aantal stuks worden ingevoerd via het bedieningspaneel. De machine kiest het aantal voedingen en voert de nodige berekeningen uit. Met het systeem kunt u 20 programma’s invoeren. In elk individueel programma kunnen maximaal 15 items (lengte + aantal stuks) worden ingevoerd.
- Wijze van materiële toediening: NORMAAL of INCREMENTAAL.
- De bediening van de snijtoevoer (armsnelheid naar de snede) is handmatig, door middel van een gasklep op het bedieningspaneel, met de automatische veiligheidsfunctie PEGAS BRP (wanneer de motorbelasting voor de zaagbandaandrijving wordt overschreden, stopt de snijtoevoer automatisch).
- De zaag klemt automatisch het materiaal in de hoofdbankschroef vast en de feeder beweegt naar de door de processor gespecificeerde positie. De arm beweegt in ijlgang in de snede totdat de DPP-interventie automatisch overschakelt naar de ingestelde werkdruk. Na het snijden van het materiaal keert de arm terug naar de bovenste positie. De feeder beweegt met een constante toegevoegde lengte en de feederbek klemt het materiaal vast. De hoofdschroef wordt losgelaten, de feeder verplaatst het materiaal naar de nulstand. De hoofdschroef klemt het materiaal vast en de hele cyclus wordt herhaald. De operator laadt alleen de blanco en verwijdert het gesneden materiaal. Tijdens het snijden is het mogelijk om de bandsnelheid en de snijsnelheid van de arm aan te passen.
Constructie van de Pegas 300 x 320 A-CNC-R:
- De zaag is structureel ontworpen om te voldoen aan de standaardspanning in productieomstandigheden.
- De arm is een robuuste las en is ontworpen om de vereiste stijfheid en snijnauwkeurigheid te garanderen. De arm is 25 ° gekanteld, wat de levensduur van de riem verlengt.
- De arm roteert door middel van een as die in voorgespannen kegellagers is gemonteerd.
- De aandrijf- en spanrollen zijn gegoten.
- De bovenste werkpositie van de arm wordt geregeld door de automatische werkstandstop (DPP).
- De onderste werkpositie van de arm wordt bediend door een microschakelaar. Wanneer de onderste eindpositie is bereikt, stopt de arm in de door het besturingssysteem ingestelde positie.
- De bankschroef is een robuuste las. De bekken zorgen voor een veilige klemming van het materiaal.
- De hydraulisch bediende klembek van de bankschroef is gemonteerd op een lineaire geleiding.
- Vise kaakbeweging in het hele bereik door middel van een hydraulische cilinder met lange slag.
- De zeer stijve feeder beweegt op twee grondstaven met behulp van teflonhulzen.
- De beweging van de feeder wordt verzekerd door een kogelomloopspindel aangedreven door een elektromotor met encoder en frequentieomvormer. De overbrenging tussen de kogelomloopspindel en de elektromotor wordt opgelost door middel van een tandriem (de moer van de kogelomloopspindel zit op de feeder).
- De positie van de feeder wordt gedetecteerd met een roterende encoder. Voor een nauwkeurige positionering reist de feeder door micro-feed naar de doelposities.
- De acceleratie- en deceleratiehelling wordt geïmplementeerd door een frequentieomvormer.
- De montage van de voerklem in de voerbak is zwevend, wat betekent dat de voerklem een paar mm vrij kan bewegen in een richting loodrecht op de voerrichting. De vaste bek van de toevoerschroef kopieert dus elke kromming van het toegevoerde materiaal en de slijtage van de mechanische componenten van de toevoer wordt geëlimineerd.
- De feeder verplaatst het gesneden materiaal altijd in de hoofdbankschroef met de lengte die de operator heeft ingevoerd in het bedieningspaneel. De ABS- en REL-functies kunnen worden gebruikt om materiaal door de feeder te voeren. Voor een nauwkeurige positionering van de feeder, reist de machine door micro-feed naar de doelposities.
- Materiaalindicatie in de feeder: de optische sensor geeft aan dat er materiaal in de feeder zit. Als het materiaal zich niet in de feeder bevindt, wordt het signaal van de sensor gereflecteerd op de dia, die zich op de vaste kaak bevindt, en keert terug naar de sensor. De zaag stopt het toevoeren van materiaal en wacht op het plaatsen van een andere staaf.
- De voerbank is gemaakt van gietijzer. De bekken zorgen voor een veilige klemming van het materiaal.
- Hydraulisch bediende feeder bankschroef. De bankschroef beweegt over het hele bereik in de glijgeleiding door middel van een hydraulische cilinder met lange slag.
- De draaitafel is een robuuste las. De draaitafel biedt een grote ruimte om het materiaal en de precieze klemming te ondersteunen.
- Handmatig draaien van de zaag voor het zagen van hoeken, de positie van de draaitafel wordt bepaald door een hendel met een excentriek.
- De draaihoeken van de arm worden weergegeven op het HMI MITSUBISHI-display, dat zich op het bedieningspaneel van de zaag bevindt. Aanduiding van de ingestelde hoek door middel van een incrementele sensor en magneetband.
Standaarduitrusting van de Pegas 300 x 320 A-CNC-R:
- Riemgeleider in geleiders met platen en geleidingslagers en op gietijzeren rollen.
- De zaag heeft aan de aandrijfzijde een geleider gemonteerd op een vaste balk. Aan de spanzijde is de geleider gemonteerd op een schuifbalk.
- Riemschuifgeleider handmatig verstelbaar, handmatige balkbevestiging.
- De geleidingsbalk beweegt in een schuifgeleider.
- Het zaagblad wordt beschermd door een afdekking die de gebruiker beschermt tegen vallend zaagsel en koelmiddelemulsie.
- Mechanisch spannen van het zaagblad.
- Automatische indicatie van de juiste spanning van het zaagblad.
- Zaagbladreinigingsborstel voor perfecte reiniging en werking van het zaagblad passief aangedreven door de katrol.
- Aandrijving van de zaagband door middel van een wormwielkast met permanente olievulling. Driefasenmotor met dubbele wikkeling met frequentieomvormer voor continue bandsnelheidsregeling 20-100 m / min. Robuuste flens met aandrijfasmontage. Motor thermische beveiliging.
- Emulsiekoelsysteem met vloeistofverdeling naar de zaagbandgeleiders. De emulsietank is een afzonderlijk geheel, het is geen vast onderdeel van de basis.
- Robuuste basis met spaanbak. De basis is ontworpen voor het hanteren van de zaag met een pallettruck en een vorkheftruck.
- Microschakelaar voor het spannen van de zaagband en het openen van het poeliedeksel.
- 24 V-regeling.
- De machine is uitgerust met een hydraulisch centrum dat alle functies van de automatische zaag regelt. Het duwt de arm in de snede, heft de arm op, opent en sluit de hoofd- en voedingsschroeven.
Basisuitrusting van de machine:
- Slip voor gesneden materiaal.
- Zaagblad.
- Een set gereedschappen voor routineonderhoud van de machine.
- Gebruiksaanwijzing in elektronische vorm op cd.
Inschakelduur:
De zaag klemt automatisch het materiaal in de hoofdbankschroef vast en de feeder beweegt naar de door de processor gespecificeerde positie. De arm beweegt in ijlgang in de snede totdat de DPP-interventie automatisch overschakelt naar de ingestelde werkdruk. Na het snijden van het materiaal keert de arm terug naar de bovenste positie. De feeder beweegt met een constante toegevoegde lengte en de feederbek klemt het materiaal vast. De hoofdschroef wordt losgelaten, de feeder verplaatst het materiaal naar de nulstand. De hoofdschroef klemt het materiaal vast en de hele cyclus wordt herhaald. De operator laadt alleen de blanco en verwijdert het gesneden materiaal. Tijdens het snijden is het mogelijk om de bandsnelheid en de snijsnelheid van de arm aan te passen.
Ook Aanbevolen
U heeft wellicht ook interesse in de volgende product(en):
MITSUBISHI HMI 7" TBV PEGAS GONDA BANDZAAGMACHINES
€ 756,14 (Excl. BTW)
|
PEGAS LIGHT L1
€ 177,10 (Excl. BTW)
|
PEGAS MINI LUBE 27-34
€ 656,00 (Excl. BTW)
|
PEGAS BOX-PCS
€ 358,82 (Excl. BTW)
|

PEGAS BOX-TRI
€ 323,40 (Excl. BTW)
|
PEGAS BOX-TAH
€ 126,28 (Excl. BTW)
|
PEGAS GONDA SEMI-AUTOMATISCHE BANDZAAGMACHINES TOTAALOVERZICHT
Artikelnr.: 1100046388Meer Informatie